What is Investment Casting?
An Introduction To The Investment Casting Process
 Investment casting, also known as precision casting or lost-wax casting, is a manufacturing process in which a wax pattern is used to shape a disposable ceramic mold.
Investment casting, also known as precision casting or lost-wax casting, is a manufacturing process in which a wax pattern is used to shape a disposable ceramic mold.
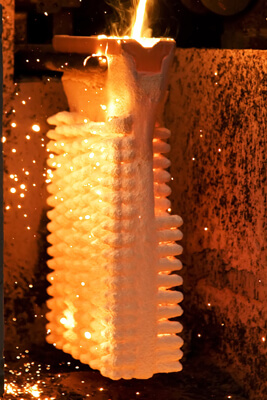
First, a wax pattern is made in the exact shape of the item to be cast. Each wax pattern is coated with a refractory ceramic material. Once the ceramic material is hardened, it is turned upside-down and heated until the wax melts and drains out. The hardened ceramic shell becomes an expendable investment mold; its internal geometry matches the shape to be cast.
Molten metal is then poured into the mold, where it is allowed to solidify. The resulting metal casting is broken out of the spent mold.
The term investment casting is derived from the process of “investing” (surrounding) a pattern with refractory materials. Investment casting is often selected over other molding methods because the resulting castings present fine detail and excellent as-cast surface finishes. They can also be cast with thin walls and complex internal passageways. Unlike sand casting, investment casting does not require a draft.
These process qualities can provide net shape or near-net shape castings, which provide customers with significant cost savings in material, labor, and machining.
It can make use of most common metals, including aluminum, bronze, magnesium, carbon steel and stainless steel. Parts manufactured with investment casting include turbine blades, medical equipment, firearm components, gears, jewelry, golf club heads, and many other machine components with complex geometry.